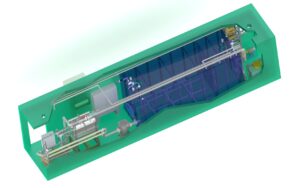
Containerized Membrane Bioreactor Systems
What if expanding your wastewater treatment capacity was as simple as delivering a container?
For many municipalities, industrial facilities, remote sites, and temporary operations, constructing a new treatment building isn’t practical. That’s where containerized membrane bioreactor (MBR) systems provide a compelling alternative.
At Dynatec Systems, we’ve spent more than four decades helping customers solve challenging wastewater treatment problems, and our containerized tubular MBR systems are designed to deliver high-performance treatment with minimal infrastructure.
Why customers choose this approach:
- Rapid deployment with minimal site work
- No treatment building required
- Easily relocated as operational needs change
- Minimal operator attention with optional remote monitoring
- Produces exceptional effluent quality suitable for water reuse or as feed to reverse osmosis
What sets these systems apart is the use of out-of-basin tubular membranes. Unlike conventional activated sludge systems or immersed MBRs, tubular membrane technology allows operation at significantly higher mixed liquor suspended solids (MLSS) concentrations. The result is greater biological treatment capacity, improved effluent quality, lower waste sludge production, and increased flow through existing reactor volumes. The membranes also provide up to 5-log bacteria removal, producing crystal-clear effluent suitable for many non-potable reuse applications, including irrigation, toilet flushing, and polishing with reverse osmosis—without additional suspended solids pretreatment.
 Whether treating sanitary wastewater or challenging industrial waste streams, containerized MBR systems offer a flexible, reliable solution when speed of deployment, footprint, and performance matter.
Whether treating sanitary wastewater or challenging industrial waste streams, containerized MBR systems offer a flexible, reliable solution when speed of deployment, footprint, and performance matter.
If you’re evaluating ways to expand capacity, improve discharge quality, or implement water reuse without major civil construction, we’d be happy to discuss your application.
https://www.dynatecsystems.com/technologies/membrane-bioreactors/membrane-bioreactor-package-plant/
#Wastewater #WaterTreatment #MBR #MembraneTechnology #IndustrialWastewater #WaterReuse #EnvironmentalEngineering #ContainerizedSystems #Infrastructure #DynatecSystems
Tubular UF MBR system for dairy wastewater
Tubular UF Membrane Bioreactor (MBR) for Industrial Wastewater
Dynatec’s tubular UF Membrane Bioreactor (MBR) systems enable industrial facilities to increase treatment capacity, improve effluent quality, and maximize existing infrastructure. In a recent dairy wastewater application, an existing extended aeration system was upgraded with tubular ultrafiltration and slot injector aeration, doubling plant capacity without constructing a new bioreactor.
Tubular UF MBRs are ideal for challenging industrial wastewaters—including dairy, landfill leachate, automotive, aerostructure, and distillery applications—where consistent treatment performance is critical. Operating at higher mixed liquor solids concentrations than conventional activated sludge systems, they deliver superior process stability, are unaffected by poor sludge settleability, and reduce overall footprint and capital costs.
With more than 47 years of experience treating difficult industrial wastewaters, Dynatec provides proven membrane solutions that deliver reliable compliance and water reuse performance.
Contact Dynatec today to discuss your wastewater solution.

For more information on tubular UF MBR system, please contact us today.
SBR to MBR Conversion
SBR to MBR Conversion
Dynatec provided tubular ultrafiltration systems as part of an SBR to MBR conversion. The upgraded treatment system allowed the facility to meet all discharge requirements and increased the capacity of the plant. The SBR could treat 4,000 barrels per day and the upgraded plant utilizing an out-of-basin MBR treats up to 10,000 barrels of wastewater per day.
To meet direct discharge limits, the oil refinery needed to upgrade their treatment system. The existing SBR could not handle the volume of wastewater and was not consistently meeting the discharge quality limits.
The MBR reduced the COD to below 50ppm and phenols are reduced from over 750ppm to non-detect.
The solution for this plant was an oil water separator followed by out-of-basin membrane bioreactor (MBR). The permeate from the MBR met all requirements for discharging to sea water. COD in the permeate was less than 300ppm. Phenols in the permeate were consistently less than 1ppm.
Dynatec provided containerized systems for easy and fast installation at site.
Significant Savings
- Simple process
- Fewer chemicals needed
- Low maintenance
Technology Benefits
- Consistent high-quality water
- Low operating costs
- Minimal operator intervention required
- Reduced sludge disposal costs
Contaminants Removed
- Oil and grease
- Heavy metals
- COD
- BOD
- Suspended solids
- Phenols
Flexible Retrofits
Since the membranes were installed outside the reactor, the membranes allowed for easy retrofit to any bioreactor configuration (circular, rectangular, above or below ground), . Frequently, the existing infrastructure and building space can be reused with little or no changes.
Expandability
The membrane system is easy to expand, since the out of basin configuration allows for simple addition of more membranes, or membrane skids.
Better Performance
The MBR System eliminates many of the unit processes associated with conventional treatment systems. The bioreactor tanks degrade constituents normally considered recalcitrant and they eliminate solids carry-over from occurring, allowing long sludge retention times.
Contact Dynatec to discuss your application.
https://www.dynatecsystems.com/technologies/membrane-bioreactors/mbr-conversion-r…pgrade-solutions/
Silver Recovery at Microcircuit Plant
The Problem
A microcircuit materials production facility produces high purity silver in their process. The process produces a wastewater stream containing valuable dissolved silver compounds. The plant had an existing membrane treatment system to recover the silver from the wastewater, but the system had performance problems, required excessive maintenance and chemical cleaning costs were high.
The Solution
When the plant expanded its operations, they performed an evaluation. The choice was between expanding the existing membrane system or installing a Dynatec membrane system designed for simple automatic operation with low operating costs. Dynatec was ultimately selected to provide a complete system because the Dynatec design offered a more reliable, easier to operate process. The installation includes transfer pumps, two reaction tanks, three ultrafiltration skids designed for 25 gpm each with room for expansion, a sludge conditioning system, and a filter press.
The Process
Wastewater from the process is stored in an equalization tank. Transfer pumps deliver the equalized wastewater to the first reaction tank where DTC (dithiocarbamate) is added to react with the aqueous silver compounds to form insoluble metal salts. The water then enters another reaction tank where the pH is adjusted to optimize precipitation of the silver compounds.
The precipitated silver compounds are then filtered in one of the three ultrafiltration skids. The ultrafiltration system, using tubular PVDF membranes are designed for automatic operation. When the membranes become fouled, the operator initiates an automatic cleaning, and the system performs a chemical membrane cleaning and the ultrafiltration skid is brought back into service.
The permeate from the ultrafilter is discharged and the concentrated silver is sent to a sludge conditioning tank where a high molecular weight cationic polymer is added to aid in filterability of the sludge. The sludge is then sent to a filter press and the cake is sent to a silver reclamation facility.
Conclusion
The installation of the new system was successful. The system has been operating for several years. Current operation at the plant consists of operating two filtration skids at a time with one as a standby. The system is designed to add capacity by simply adding membranes to the existing UF skids. Operators are happy with the system’s operation and the lower amount of maintenance and chemicals required.
Contact Dynatec to discuss your wastewater application.
https://www.dynatecsystems.com/industries/heavy-metals-removal/
Anaerobic MBR with Dynatec Tubular UF Membranes
Maximizing Efficiency & Sustainability in Industrial
Wastewater Treatment
Why Choose Anaerobic MBR?
Anaerobic Membrane Bioreactor (AnMBR) technology is revolutionizing industrial wastewater treatment by combining anaerobic digestion with advanced membrane filtration. This cutting-edge process enables industries to achieve superior wastewater treatment while generating biogas for energy recovery.
The Dynatec Advantage: Tubular UF Membranes Dynatec’s tubular ultrafiltration (UF) membranes are at the core of our AnMBR systems, offering unmatched performance in treating high-strength wastewater.
These membranes provide:
Superior Solids Handling –
Handles high mixed liquor suspended solids (MLSS) without frequent cleaning or fouling.
Consistent Permeate Quality –
Achieves exceptional effluent quality with low turbidity and high removal of contaminants.
Robust & Durable Design – Built to withstand challenging industrial wastewater conditions.
Minimized Maintenance – Long membrane lifespan with reduced downtime and lower operating costs.
Key Benefits of Anaerobic MBR with Dynatec UF Membranes
- Energy Generation & Cost Savings
– Converts organic matter into biogas, reducing energy costs.
– Eliminates the need for aeration, lowering power consumption significantly.
- High-Quality Effluent for Reuse or Discharge
– Produces low-BOD and TSS effluent, meeting stringent discharge limits.
– Enables water reuse for non-potable applications, reducing water demand.
- Compact Footprint & Modular Scalability
– Requires less space than conventional anaerobic treatment.
– Easily scalable to meet varying flow rates and loads.
- Low Sludge Production & Reduced Handling Costs
– Generates minimal biosolids, lowering disposal costs.
– Reduces environmental impact and regulatory burdens.
Ideal Applications
– Food & Beverage Processing
– Agriculture / Manure
– Pulp & Paper Mills
– Pharmaceutical & Chemical Industries
– Landfill Leachate Treatment
-High-Strength Industrial Wastewater
Optimize Your Wastewater Treatment Today. Leverage the power of Anaerobic MBR with Dynatec’s tubular UF membranes for a sustainable, cost-effective, and energy-efficient solution.
Contact us today to learn how our advanced wastewater treatment systems can work for you.
Ultrafilter for Metals Removal
A metallurgy facility needed to remove metals from their wastewater. Bench scale treatability work performed by Dynatec proved the effectiveness of the ultrafilter (UF) system. The UF system removed chromium, copper, zinc, nickel, and other metals to low parts per billion levels needed for surface water discharge.
The company produces ferrous metals (atomized steel and sponge iron) for use by auto parts makers and other manufacturers. The steel and iron powders are used to make structural parts, filters, and bearings, as well as, in friction applications such as brake pads and linings.
Dynatec has hundreds of installations in similar applications.
Ultrafilter for metals removal
Ultrafilter for metals removal can be achieved by chemical precipitation simply using hydroxide or sulfide precipitation. However, complexed metals have other chemistries available to cause precipitation to occur, typically in a simple one-step operation. There is no need to enlarge or flocculate the precipitated crystals, as is typical in conventional chemical systems since the pore structure of the membrane will retain the small precipitated crystals.
When oils are or may be present in the waste stream, the positive filtration provided by ultrafiltration prevents upsets that can occur with settlement or flotation devices. The membrane prevents passage of both oils and solids, including the precipitated heavy metals from passing, creating a concentrate of the metals.
If the waste stream consists principally of oils, a concentrate of the oils that will also contain the heavy metals is created that can be disposed of to oil recyclers. When the same type of waste is treated using DAF or clarifier technology, a sludge is created that can only be disposed to a landfill, and the benefit of reuse is lost and disposal is more expensive.
When the waste stream consists mostly of metals and suspended solids, the addition of a precipitant allows the waste to be simply ultrafiltered. The amount of sludge created is much less than the amount created using other technologies.
Dynatec’s design of ultrafiltration systems for heavy metals separation utilizes tubular membranes operated at high flow velocities. This design allows for high concentrations of metals and/or oils, and/or suspended solids in solution while minimizing cleaning maintenance of the membrane system.
Dynatec has provided systems for:
- Heavy metals removal
- Precious metals removal and recovery
- Complex wastewater streams
Ultrafilter for Metals Removal Solutions
- Ultrafiltration (UF) for metals removal
- Heavy Metals
- Metals in wastewater with oils and grease
- Precious Metals
- Metals in wastewater with chelating agents
- Ultrafiltration (UF) for reuse
- Reverse Osmosis (RO) for high purity water reuse
- Complete turnkey system solutions
- Filtration for sewer discharge of direct discharge to environment
Dynatec has designed and provided systems for reuse for:
- Wash water
- Rinse water
- Plant processes
- Cooling tower
- Boiler feed
Contaminants Removed
- Oil and Grease
- Heavy Metals
- Precious Metals
- Lubricants
- Surfactants
- Acids
- Biochemical Oxygen Demand (BOD)
- Chemical Oxygen Demand (COD)
- Suspended Solids
- Dissolved Solids
Please reach out if you have any metals removal projects that we can help with.
https://www.dynatecsystems.com/technologies/membrane-technologies/ultrafiltration-systems/
Reuse Water in Juice Plant
Reuse water ability in a new treatment system was needed in a juice processing company for other plant processes. The high strength wastewater, with a COD of 16,000mg/L, needed to meet stringent effluent criteria to make this possible.

Reuse water in juice plant
The solution, provided by Dynatec, includes a membrane bioreactor (MBR) followed by a double pass reverse osmosis (RO) system. The permeate meets all limits for BOD, COD, metals, TSS, and TDS.
Reuse water systems have been provided by Dynatec Systems to many industries. The ability to recover and reuse water has many benefits.
- Saving on water costs
- Saving on wastewater disposal charges
- Decreased environmental impact
- Protection from regulatory changes
- Decrease dependence on water provider/source
- Ability to expand without affecting water demand
- Overcome water scarcity issues
- Consistently high-quality for water reuse
Ultrafiltration (UF), Membrane Bioreactor (MBR), Nanofiltration (NF) and Reverse Osmosis (RO) are employed by Dynatec for water reuse projects. Water recovery and water reuse has been successfully implemented with industrial and sanitary wastewater streams for:
- Cooling tower make up
- Boiler feed
- Irrigation
- Toilet flushing
- Direct potable reuse
- Cleaning/wash applications
- Rinse processes
- Painting processes
- Other plant processes
Reuse water systems provided by Dynatec Systems:
- Resorts, hotels, and retirement homes
- Golf courses
- Automotive companies
- Food and beverage companies
- Apartment buildings
- Landfills
- Mines
- Metal finishing plants
- Aerospace companies
For more information, please contact us today.
https://www.dynatecsystems.com/technologies/recovery-and-reuse/
Biogas
Maximize Your Biogas Potential with Dynatec UF Systems
Efficient, Sustainable, and Profitable Wastewater Management
Harness the power of anaerobic digestion with Dynatec’s proven ultrafiltration (UF) systems, engineered to enhance the efficiency and profitability of biogas facilities and renewable natural gas (RNG) production. Our UF systems are designed to optimize the entire wastewater treatment process, from AnMBR (Anaerobic Membrane Bioreactors) to nutrient recovery and water reuse, ensuring your operation meets stringent environmental standards while maximizing resource recovery.
Why Choose Dynatec UF for Your Biogas Facility?
✓ High-Performance AnMBR Technology – Dynatec UF systems are the heart of anaerobic MBR processes, creating a robust separation system that allows for high-rate digestion, increased biogas production, reduced footprint, and higher quality effluent.
✓ Maximized Biogas Production – AnMBR technology enables higher volatile solids reduction, improved methane yields, and more consistent digester performance, translating to more RNG output and greater profitability.
✓ Nutrient Recovery and Reuse – Combine UF with reverse osmosis (RO) to capture valuable nutrients like ammonia and phosphate, creating a marketable product, reducing chemical costs, and creating high-quality, reusable water.
✓ Discharge Compliance – Dynatec MBR systems provide robust biological treatment and solids separation, producing permeate suitable for direct discharge, reducing disposal costs and environmental impact.
✓ Low Maintenance, High Durability – Built around rugged tubular UF membranes, Dynatec systems are engineered for long life, with superior resistance to fouling and chemical exposure, ensuring maximum uptime and minimal operator attention.
Applications:
- AnMBR Systems – High-efficiency digestion and biogas production
- RNG Production – Consistent, high-purity methane output
- Nutrient Recovery – UF/RO for fertilizer and water reuse
- Effluent Discharge – MBR for direct, permit-compliant discharge
Take the Next Step in Resource Recovery
Contact Dynatec today to learn how our membrane systems can optimize your biogas facility’s performance, reduce operating costs, and increase profitability.
Turnkey Solutions
Turnkey solutions provided by Dynatec include equalization tank, oil water separator, ultrafiltration (UF) process tank, UF system, and permeate and concentrate tanks. The customer, an industrial research facility, had a wastewater treatment facility that also treats the waste from several other manufacturers that occupy buildings nearby, recently purchased an UF system from Dynatec. The UF system replaced a DAF system that was not effectively handling the contaminant load from these facilities, including oily waste, heavy metals, and suspended solids due to the frequent changes in the wastewater characteristics. The customer also chose to have Dynatec install the system. The UF system has allowed them to meet their discharge requirements with less operator attention and effort.
Dynatec’s team of mechanical, chemical and electrical engineers have decades of experience to provide everything you need, from start to finish. This includes evaluation, system design, installation, system startup and training. Our focus has always been to produce the most cost-effective long-term answer for our customer. All turnkey systems are custom designed and installed for your specific needs.
Two different sets of disciplines are employed for this stage of the process. First, years of process experience produce effective process design. Our ownership and operation of treatment systems produces invaluable field experience that is translated into operator-friendly equipment. Next, the process design is translated into a complete integrated treatment systems by our experienced engineering staff.
- Single source of responsibility
- Problem evaluation
- Process and system design
- Equipment
- Installation service
- System startup
- System startup consists of a three-step process:
- The equipment is commissioned by proving each of the field instruments
- The equipment is wet-tested
- Equipment is operated on process fluid to prove operation under normal conditions
- Training by Dynatec engineers
Dynatec obtains membranes from a wide variety of suppliers, always aware of the need to produce lowest lifetime cost. Our suppliers produce membranes in a variety of materials, as well as a number of configurations for most effective solutions. In addition, Dynatec procures other equipment required to complete the project.
Dynatec manufactures modular equipment so that installation costs are kept to a minimum. Supervised by experienced competent engineers. Our usual method of operation is to hire local contractors approved by our customer.
Proven Installed Turnkey Solutions
At Dynatec, we are not just experts in providing reliable equipment for industrial applications, we also provide the proven solutions that our global clients need.
For more information on our design-build turnkey solutions for your install, please contact us today.
Landfill Leachate treatment system
Landfill leachate treatment system for a hazardous waste landfill incorporates heavy metals pretreatment followed by a tubular MBR system.
The MBR reduces:
- ammonia
- phenol
- Polychlorinated Biphenyl (PCB)
- chemical oxygen demand (COD)

- volatiles and semi-volatiles
- and other contaminants adequately for discharge
The system reduces PFAS 30-60% and carbon is utilized to reduce PFAS to low ppt concentrations.
Landfill leachate treatment systems with Membrane Bioreactors (MBR)s have developed many unique process improvements for industrial wastewater applications. Dynatec successfully uses Ultrafiltration (UF), MBR and Reverse Osmosis (RO) for landfill leachate applications.
Landfill leachate treatment system requirements
Treatment can vary, depending on the discharge requirements, and the contaminants present
Landfill leachate is characterized by:
- High Total Dissolved Solids (TDS)
- Heavy metals
- High BOD
- Color
- High COD
- High ammonia
Landfill leachate treatment systems options
The MBR option: an aerated biological mixed liquor process operating at very high solids concentrations.
The advantages are:
- Long sludge age produces a well acclimated biomass. High concentration (typically 12,000 to 20,000 mg/l) provides very high rates of reaction
- Excellent nitrification and de-nitrification
- Smaller footprint then conventional aerated systems
- High-quality effluent as a result of using membranes for final clarification
- Lower sludge production than conventional systems
Typical MBR results in landfills:
| Parameter | BOD | COD | TSS | Ammonia |
|---|---|---|---|---|
| Influent | 500 | 4000 | 150 | 1000 |
| Effluent | <5 | 800 | <5 | <1 |
| % Removal | >99% | 80% | >96% | >99% |
The system produces bio-sludge, which can either be dewatered for disposal, or disposed of as a liquid sludge.
Alternative landfill leachate treatment options:
- Chemical precipitation of metals before MBR treatment
- RO after MBR treatment removes organic and inorganic contaminants, and color
- UF followed by RO
The two effluent streams from a RO system are:
- Permeate
- Concentrate (or reject)
This can be re-injected into the landfill. Its long-term effects on leachate concentrations should be considered.
Conclusion
The MBR process provides the highest possible levels of organic removal with essentially zero suspended solids in the effluent. This is the ideal feed system for RO treatment.
RO permeate can be used for other non-potable purposes:
- Irrigation
- Truck washing
- Dust control
Dynatec membrane treatment systems have successfully provided outstanding performance in many landfill leachate applications. Considerations for this technology include:
- Membrane treatment offers reliable, consistent landfill leachate
- Systems are highly cost effective, and require low levels of operator interface
- The best membrane system configuration for each application should be individually evaluated
- Membrane treatment is broadly applied in the US and abroad
Contact Dynatec Systems today to discuss your landfill leachate treatment solution.
https://www.dynatecsystems.com/industries/landfill-leachate-treatment/