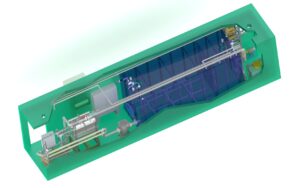
Landfill leachate treatment system
Landfill leachate treatment system for a hazardous waste landfill incorporates heavy metals pretreatment followed by a tubular MBR system.
The MBR reduces:
- ammonia
- phenol
- Polychlorinated Biphenyl (PCB)
- chemical oxygen demand (COD)
- volatiles and semi-volatiles
- and other contaminants adequately for discharge
The system reduces PFAS 30-60% and carbon is utilized to reduce PFAS to low ppt concentrations.
Landfill leachate treatment systems with Membrane Bioreactors (MBR)s have developed many unique process improvements for industrial wastewater applications. Dynatec successfully uses Ultrafiltration (UF), MBR and Reverse Osmosis (RO) for landfill leachate applications.
Landfill leachate treatment requirements
Treatment can vary, depending on the discharge requirements, and the contaminants present
Landfill leachate is characterized by:
- High Total Dissolved Solids (TDS)
- Heavy metals
- High BOD
- Color
- High COD
- High ammonia
Landfill leachate treatment systems options
The MBR option: an aerated biological mixed liquor process operating at very high solids concentrations.
The advantages are:
- Long sludge age produces a well acclimated biomass. High concentration (typically 12,000 to 20,000 mg/l) provides very high rates of reaction
- Excellent nitrification and de-nitrification
- Smaller footprint then conventional aerated systems
- High-quality effluent as a result of using membranes for final clarification
- Lower sludge production than conventional systems
Typical MBR results in landfills:
| Parameter | BOD | COD | TSS | Ammonia |
|---|---|---|---|---|
| Influent | 500 | 4000 | 150 | 1000 |
| Effluent | <5 | 800 | <5 | <1 |
| % Removal | >99% | 80% | >96% | >99% |
The system produces bio-sludge, which can either be dewatered for disposal, or disposed of as a liquid sludge.
Alternative landfill leachate treatment options:
- Chemical precipitation of metals before MBR treatment
- RO after MBR treatment removes organic and inorganic contaminants, and color
- UF followed by RO
The two effluent streams from a RO system are:
- Permeate
- Concentrate (or reject)
This can be re-injected into the landfill. Its long-term effects on leachate concentrations should be considered.
Conclusion
The MBR process provides the highest possible levels of organic removal with essentially zero suspended solids in the effluent. This is the ideal feed system for RO treatment.
RO permeate can be used for other non-potable purposes:
- Irrigation
- Truck washing
- Dust control
Dynatec membrane treatment systems have successfully provided outstanding performance in many landfill leachate applications. Considerations for this technology include:
- Membrane treatment offers reliable, consistent landfill leachate
- Systems are highly cost effective, and require low levels of operator interface
- The best membrane system configuration for each application should be individually evaluated
- Membrane treatment is broadly applied in the US and abroad

https://www.dynatecsystems.com/industries/landfill-leachate-treatment/
For more information on landfill leachate treatment systems, please contact us today.
Textile biological treatment system
A textile biological treatment system needed to upgrade the performance of their existing wastewater treatment system. They wanted to reuse the majority of their wastewater. This created the need for a robust system that will produce purified water for reuse. Dynatec was selected to provide the ultrafiltration (UF) components of the MBR. Out-of-basin membranes were the ideal choice.
Membranes consistently produce high-quality effluent. The presence of pigments were problematic for other alternatives. The Dynatec MBR UF system was pilot tested and demonstrated consistent performance providing the high-quality permeate required.
The MBR effluent, now free of suspended solids and most of the organic load, is then processed through a RO system for further purification. The Dynatec MBR system, using tubular out-of-basin membranes, permits operation at high MLSS and produces lower chemical oxygen demand (COD) results thereby reducing the organic fouling at the downstream RO system.
The system capacity more than doubled employing existing aeration tanks with an upgrade to the aeration. Qualitative treatment results also improved. The project cost was less than the cost to expand the plant as a conventional biological plant with the addition of another bioreactor and clarifier.
Textile biological treatment system
Textile wastewater treatment systems have been provided by Dynatec Systems for numerous facilities. The treatment method chosen depends greatly on the specific characteristics of a plant’s wastewater and the discharge requirements or wastewater reuse applications within the plant.
Textile Biological Treatment Systems Technology Benefits
- Consistent high-quality water
- Easy maintenance avoids labor costs and regulations
- Minimal operator intervention required
- Reduced sludge disposal costs
- Brine recovery saves on processing cost
- Simple mechanical process
Textile Wastewater Treatment Systems Solutions
- Separation of specific components in the wastewater
- Ultrafiltration (UF) for pigment separation
- Ultrafiltration (UF) for size separation and reuse
- Membrane Bioreactor (MBR) for wastewater treatment and discharge
- Membrane Bioreactor (MBR) and Reverse Osmosis (RO) for wastewater purification and reuse
Contaminants Removed:
- Heavy metals
- Suspended solids
- Biochemical Oxygen Demand (BOD)
- Phosphorous
- Colloidal material
- Pigments
- Chemical Oxygen Demand (COD)
- Inorganic solids separation
Ultrafiltration offers the following advantages over conventional separation:
- No chemical required
- Very little labor required
- Simple mechanical process
- Less sludge
- Ability to concentrate the retentate for beneficial use
- Less space required
- Overall lower operating costs
Tubular Configuration:
- Higher permeate rate
- Lower rates of fouling
- Higher concentration of retentate
- Easier to clean
- Longer membrane life
- Low operating cost
For more information on wastewater reuse, please contact us today.
https://www.dynatecsystems.com/technologies/membrane-technologies/ultrafiltration-systems/
Ultrafilter for Membrane Bioreactor
Ultrafilter (UF) for membrane bioreactor (MBR) installed to process 400,000 gallons per day for a cheese processing plant.
The processing plant’s existing conventional biological system was unable to process the required volume and unable to meet the increasing qualitative discharge requirements. By converting the plant to a Dynatec membrane bioreactor (MBR), the facility was able to increase the system output while meeting the stricter discharge regulations.
Contaminants removed:
- Biochemical oxygen demand (BOD)
- Phosphorous
- Suspended solids
- Chemical oxygen demand (COD)
- Ammonia
- Fats, oil and grease (FOG)
Dynatec Systems industry-leading tubular ultrafiltration (UF) system is used to treat a broad range of industrial wastewater by separating insoluble components from waste streams. As a cost effective and simple solution for separating insoluble components and colloidal contaminants from a waste stream, wastewater UF offers significant advantages over conventional separation. It is a useful process that does not require chemicals or much space to separate insoluble contaminants.
UF is a pressure-driven process that removes the following from wastewater and other solutions:
- Emulsified oils
- Metal hydroxides
- Colloids
- Emulsions
- Dispersed material
- Suspended solids
- Other large molecular-weight materials
Ultrafiltration systems are also capable of concentrating:
- Bacteria
- Some proteins
- Some dyes
- Colloidal or emulsified components
Ultrafiltration systems excels at the clarification of solutions containing:
- Suspended solids
- Bacteria
- High concentrations of macromolecules including:
- Oil and water
- Fruit juice
- Milk
- Whey
- Electro-coat paints
- Pharmaceuticals
- Poly-vinyl alcohol and indigo
- Potable water
- Tertiary wastewater
Ultrafiltration offers the following advantages over conventional separation:
- No chemical required
- Very little labor required
- Simple mechanical process
- Less sludge
- Ability to concentrate the retentate for beneficial use
- Less space required
- Overall lower operating costs
Tubular Configuration:
- Higher permeate rate
- Lower rates of fouling
- Higher concentration of retentate
- Easier to clean
- Longer membrane life
- Low operating cost
For more information about converting an existing conventional biological system to a membrane bioreactor (MBR), please contact us today.

https://www.dynatecsystems.com/technologies/membrane-technologies/ultrafiltration-systems/
Contract Service – DBOOM
A contract service – (DBOOM) system owned and operated by Dynatec has now been in operation for 28 years. The system was provided to the customer, a manufacturer of bearings, on a Design, Build, Own, Operate, Maintain (DBOOM) basis. Dynatec designed and installed the system 28 years ago and has been operating and maintaining it since. The customer pays Dynatec a few cents per gallon of wastewater treated. The DBOOM arrangement has been an attractive option to several customers over the years. It allows them to achieve the wastewater treatment goals without a capital expenditure and without operating and maintenance responsibility. Another Dynatec system has been successfully operating on a DBOOM basis at a large automotive company’s stamping plant for 20 years.

Design-Build-Own-Operate-Maintain complete wastewater treatment system solutions offers the assurance of a well-run operation with little risk and no capital required.
Complete Wastewater Solutions
Since 1978, Dynatec has supplied complete wastewater treatment systems for industrial applications and in that time, we have successfully installed over a thousand systems. Since 1993, we have provided DBOOM solutions that are completely designed, built, owned, operated and maintained by Dynatec.
Contract Service (DBOOM) benefits:
Little Risk
Get the assurance you need for a well-run and well-operated system. Offering minimal risk with great convenience to the customer. Dynatec owns, operates and maintains the equipment, supplying complete wastewater treatment systems on a contract basis. Each contract is tailored to the owner’s unique requirements.
Cost-effective
Our contract service agreements offer a reliable means of both reducing and fixing costs. This allows our clients to accurately predict operating costs and provide the option for purchase of the system at the end of the contract term.
Compensation, in the form of monthly payments, is based on the amount of water treated, purified and discharged to sewer or reused. The per-gallon charge fixes the total cost for processing the waste stream.
Minimal Liability
With minimal operator attention required, a locally-employed Dynatec technician will attend to the system on a daily basis to check for proper functioning, the need for service or maintenance and water quality.
Your Dynatec technician covers all attention, care and maintenance required by the system to ensure compliance with sewer discharge standards. Contaminants removed are disposed of through an approved and licensed disposal firm.
Contract Service – DBOOM project begins the same way all of our projects start. First, we obtain thorough information that helps us characterize your waste stream and the treatment requirements. Once treatability work is performed, we develop a system design and proposal. At that time, the terms of the contract can be negotiated. Dynatec can confirm the project requirements, and implement on-site pilot testing, when necessary.
Contract Service – (DBOOM)
- No risk
- No capital employed in non-performing assets
- No need to operate or maintain equipment
- Assurance of a well-run and well-operated system
- Significant cost savings
- If waste is presently being hauled to a commercial waste treatment facility, this program will help to considerably reduce costs.
- Costs fixed for the term of the contract
- Lower environmental liability
For more information about Dynatec Systems’ (DBOOM) Design-Build-Own-Operate-Maintain services, please contact us to discuss your opportunity.
Ultrafiltration Membrane System
Automotive connectors manufacturer of quick connectors for transfer of engine oil cooling fluids was in need of a wastewater treatment system to address oil and grease and heavy metal contaminants in their discharge. Based on understanding of the waste stream and ability to provide a cost effective solution, Dynatec was selected to provide a system that would produce effluent that reliably met the sewer discharge requirements. By using a combination of free oil separation and an ultrafiltration membrane system, in addition to removing all of the suspended solids, the Dynatec supplied system consistently provides effluent meeting discharge requirements.
Automotive Connectors Manufacturer Contaminants removed:
- Biochemical oxygen demand (BOD)
- Oil/grease
- Suspended solids
- Chemical oxygen demand (COD)
- Zinc
- Chrome
Dynatec Systems industry-leading tubular ultrafiltration (UF) system is used to treat a broad range of industrial wastewater by separating insoluble components from waste streams. As a cost effective and simple solution for separating insoluble components and colloidal contaminants from a waste stream, wastewater UF offers significant advantages over conventional separation. It is a useful process that does not require chemicals or much space to separate insoluble contaminants.
UF is a pressure-driven process that removes the following from wastewater and other solutions:
- Emulsified oils
- Metal hydroxides
- Colloids
- Emulsions
- Dispersed material
- Suspended solids
- Other large molecular-weight materials
Ultrafiltration systems are also capable of concentrating:
- Bacteria
- Some proteins
- Some dyes
- Colloidal or emulsified components
Ultrafiltration systems excels at the clarification of solutions containing:
- Suspended solids
- Bacteria
- High concentrations of macromolecules including:
- Oil and water
- Fruit juice
- Milk
- Whey
- Electro-coat paints
- Pharmaceuticals
- Poly-vinyl alcohol and indigo
- Potable water
- Tertiary wastewater
Ultrafiltration offers the following advantages over conventional separation:
- No chemical required
- Very little labor required
- Simple mechanical process
- Less sludge
- Ability to concentrate the retentate for beneficial use
- Less space required
- Overall lower operating costs
Tubular Configuration:
- Higher permeate rate
- Lower rates of fouling
- Higher concentration of retentate
- Easier to clean
- Longer membrane life
- Low operating cost
For more information on wastewater treatment systems to address oil and grease and heavy metal contaminants, please contact us today.
Automotive Parts Manufacturer
An automotive parts manufacturer was in need of a system to process oily waste water. An ultrafiltration (UF) system was selected based upon its ability to consistently meet the discharge requirements without chemicals and limited operator involvement. This ultrafiltration (UF) system removes oil and reduces zinc in compliance with discharge requirements.
Ultrafiltration excels at the clarification of solutions containing suspended solids, bacteria, and high concentrations of macromolecules, including oil this making this an excellent solution to this problem.
Automotive Parts Manufacturer Contaminants Removed
- Biochemical Oxygen Demand (BOD)
- Oil and Grease (O&G)
- Suspended solids
- Zinc
- Lead
Dynatec Systems industry-leading tubular ultrafiltration (UF) system is used to treat a broad range of industrial wastewater by separating insoluble components from waste streams. As a cost effective and simple solution for separating insoluble components and colloidal contaminants from a waste stream, wastewater UF offers significant advantages over conventional separation. It is a useful process that does not require chemicals or much space to separate insoluble contaminants.
UF is a pressure-driven process that removes the following from wastewater and other solutions:
- Emulsified oils
- Metal hydroxides
- Colloids
- Emulsions
- Dispersed material
- Suspended solids
- Other large molecular-weight materials
Ultrafiltration systems are also capable of concentrating:
- Bacteria
- Some proteins
- Some dyes
- Colloidal or emulsified components
Ultrafiltration systems excels at the clarification of solutions containing:
- Suspended solids
- Bacteria
- High concentrations of macromolecules including:
- Oil and water
- Fruit juice
- Milk
- Whey
- Electro-coat paints
- Pharmaceuticals
- Poly-vinyl alcohol and indigo
- Potable water
- Tertiary wastewater
Ultrafiltration offers the following advantages over conventional separation:
- No chemical required
- Very little labor required
- Simple mechanical process
- Less sludge
- Ability to concentrate the retentate for beneficial use
- Less space required
- Overall lower operating costs
Tubular Configuration:
- Higher permeate rate
- Lower rates of fouling
- Higher concentration of retentate
- Easier to clean
- Longer membrane life
- Low operating cost
For more information on ultrafiltration for the removal of oils and grease, please contact us today.
https://www.dynatecsystems.com/technologies/membrane-technologies/ultrafiltration-systems/
Ultrafiltration for egg processing
Ultrafiltration for egg processing
 High protein content from the egg causes the BOD of wastewater from an egg processing plant to be high. The conventional approach is to treat the wastewater biologically, either aerobically or anaerobically. Both systems are expensive both to purchase and operate.
High protein content from the egg causes the BOD of wastewater from an egg processing plant to be high. The conventional approach is to treat the wastewater biologically, either aerobically or anaerobically. Both systems are expensive both to purchase and operate.
Solution
Tubular Ultrafiltration alone will reduce the BOD of the wastewater from an egg processing plant 94% on average. This simple filtration process mechanically separates the egg from the water and produces a concentrate of egg and water that can be processed by a renderer inexpensively.
97% of the filtered water purified by the Ultrafilter can be discharged to sewer.

Benefits
- Lower capital cost compared to the alternatives
- Much lower operating costs compared to the alternatives
- Simple mechanical system
- Less space required
- Permeate acceptable for Municipal sewer discharge
- Low cost for disposal of residual egg concentrate
Contact Dynatec Systems today to discuss your wastewater solution
https://www.dynatecsystems.com/industries/food-and-beverage/egg-processing
Dynatec Systems industry-leading tubular ultrafiltration (UF) system is used to treat a broad range of industrial wastewater by separating insoluble components from waste streams. As a cost effective and simple solution for separating insoluble components and colloidal contaminants from a waste stream, wastewater UF offers significant advantages over conventional separation. It is a useful process that does not require chemicals or much space to separate insoluble contaminants.
UF is a pressure-driven process that removes the following from wastewater and other solutions:
- Emulsified oils
- Metal hydroxides
- Colloids
- Emulsions
- Dispersed material
- Suspended solids
- Other large molecular-weight materials
Ultrafiltration systems are also capable of concentrating:
- Bacteria
- Some proteins
- Some dyes
- Colloidal or emulsified components
Ultrafiltration systems excels at the clarification of solutions containing:
- Suspended solids
- Bacteria
- High concentrations of macromolecules including:
- Oil and water
- Fruit juice
- Milk
- Whey
- Electro-coat paints
- Pharmaceuticals
- Poly-vinyl alcohol and indigo
- Potable water
- Tertiary wastewater
Ultrafiltration offers the following advantages over conventional separation:
- No chemical required
- Very little labor required
- Simple mechanical process
- Less sludge
- Ability to concentrate the retentate for beneficial use
- Less space required
- Overall lower operating costs
Tubular Configuration:
- Higher permeate rate
- Lower rates of fouling
- Higher concentration of retentate
- Easier to clean
- Longer membrane life
- Low operating cost
For more information on using ultrafilter (UF) for your application, please contact us today.
A Clear Look at Reuse Systems
A Clear Look at Reuse Systems
Dynatec’s Tom Doherty had a great article published in the November 2021 issue of Water Environment & Technology (WE&T) Operations & Engineering magazine.

Dynatec has completed over a hundred wastewater purification and reuse systems for industry and for sanitary waste. To begin, there needs to be a detailed characterization of the wastewater along with a detailed characterization of the requirements for reuse. The characterization of the wastewater and requirements for reuse will determine the treatment/purification requirements and thereby define the CAPEX and OPEX. This estimate of costs should be completed early in the process to determine if the reuse project has merit and is cost-effective.
All of Dynatec’s treatment and reuse systems employ membrane filtration because the properly selected membranes provide the best method of insuring the qualitative result desired and in almost every case they provide the most cost effective method of achieving the desired result.
Membrane selection is based upon wastewater characteristics and the desired recovered water quality requirements in the process in which the membranes are utilized.
With the above information, treatability work is typically conducted to define the treatment system requirements and design parameters.
Typical wastewater treatment/purification systems for reuse are as follows.
- Purification of process baths/tanks for reuse typically using ultrafiltration
- Cleaning tanks with contaminants removed employing Ultrafiltration
- Scrubbers with contaminants removed employing Ultrafiltration
- Vibratory metal finishing with contaminants removed employing Ultrafiltration
- Any other employing UF and RO filtration to produce higher quality water for reuse
- Recovery of specific components found in the wastewater
- Precious metal recovery employing Ultrafiltration, Nanofiltration and/or Reverse Osmosis
- Latex paint recovery employing Ultrafiltration
- Textile size separation and recovery
- Others where removal of water allows concentration of the product to be recovered
- MBR biological treatment for reuse in cooling towers, scrubbers and like type water users that do not require potable water or high-purity water
- Food processing facilities where MBR permeate is used in cooling towers and scrubbers
- Metal working facilities where MBR permeate is used in cooling towers and scrubbers
- General manufacturing
- MBR biological treatment followed by Nanofiltration or Reverse Osmosis
- All types of manufacturing and food processing facilities where there is a requirement for higher purity water for reuse.
https://www.dynatecsystems.com/technologies/recovery-and-reuse/
Automotive Connectors Manufacturer
A leading automotive connectors manufacturer was in need of a wastewater treatment system to address oil and grease and heavy metal contaminants in their discharge. Based on understanding of the waste stream and ability to provide a cost effective solution, Dynatec was selected to provide a system that would produce effluent that reliably met the sewer discharge requirements. By using a combination of free oil separation and an Ultrafiltration Membrane system, in addition to removing all of the suspended solids, the Dynatec supplied system consistently provides the following effluent:
Parameters Influent Effluent
Oil and Grease 1,100 <100
Zinc 2.4 <1.48
Chromium 3.2 <1.7
Automotive Solutions Provided
- Oil and metals removal
- Membrane Bioreactor (MBR) biological treatment
- MBR for water reuse of wastewater
- High purity reuse with MBR and RO
Complete purification and reuse of wastewater system solutions for many automotive firms were provided by Dynatec Systems for:
- Cooling tower makeup
- Irrigation
- Boiler feed
- Paint line
Contaminants Removed
- Oil and Grease
- Metals
- Suspended Solids
- Surfactants
- Biochemical Oxygen Demand (BOD)
- Chemical Oxygen Demand (COD)
- Dissolved Solids
Automotive oily wastewater treatment systems for many facilities in the automotive industry were designed and supplied by Dynatec Systems including the following:
- Stamping plants
- Powertrain plants
- Assembly plants
- Bearing manufacturer
Our customers include many large car and truck brands as well as suppliers to those manufacturers.
Ultrafiltration offers the following advantages over conventional separation:
- No chemical required
- Very little labor required
- Simple mechanical process
- Less sludge
- Ability to concentrate the retentate for beneficial use
- Less space required
- Overall lower operating costs
Tubular Configuration:
- Higher permeate rate
- Lower rates of fouling
- Higher concentration of retentate
- Easier to clean
- Longer membrane life
- Low operating cost
Ultrafiltration is a pressure-driven process that removes the following from wastewater and other solutions:
- Emulsified oils
- Metal hydroxides
- Colloids
- Emulsions
- Dispersed material
- Suspended solids
- Other large molecular-weight materials
Ultrafiltration systems are also capable of concentrating:
- Bacteria
- Some proteins
- Some dyes
- Colloidal or emulsified components
For more information, please contact us today.
https://www.dynatecsystems.com/technologies/recovery-and-reuse/
https://www.dynatecsystems.com/technologies/membrane-technologies/ultrafiltration-systems/
Containerized Membrane Bioreactor Systems
Containerized membrane bioreactor systems:
- Easy low-cost installation
- No building required
- Easily moved to other locations

- Quick and easy mobilization
Dynatec has extensive experience in the supply of containerized membrane bioreactor systems:
Treatment of up to 35,000gpd of sanitary waste in one container:
Needs minimal operator attention
- Uses long‐lasting out‐of‐basin tubular membrane
- Produces high-quality purified water
Dynatec’s containerized membrane bioreactor systems use tubular out-of-basin membranes.
This concept provides many advantages:
- The system has the ability to operate at much higher levels of MLSS than conventional systems and immersed MBRs.
- High levels of MLSS allow for higher levels of treatment, improved discharge quality, lower Waste Activated Sludge (WAS) volumes as well as increased flows from the same size reactor vessels.
- The concept is simple, requiring minimal operator attention.
- An available option allows for remote monitoring and/or control for even less operator attention.
- The system can be provided with aerobic digestion alone, or with nitrification/denitrification for total nitrogen removal.
- The system is provided complete with system feed pumps and screening installed.
- The membranes used provide up to 5-log levels of bacteria removal, reducing fecal discharge to non-detect levels.
- The effluent from the system is suitable for many non-potable uses, including irrigation and toilet flushing. The effluent is suitable for further treatment, such as reverse osmosis without the requirement of any pretreatment, since no suspended solids are present, and residual organics are present only at low concentrations.
The MBR has proven to be optimal for treatment of many industrial wastewaters because it is less susceptible to upsets. The MBR’s performance is not affected by changes in sludge settleability like the conventional systems, making MBR a wise choice for industrial systems that have more difficult to treat waste streams. Dynatec has over 44 years experience in dealing with difficult to treat industrial wastewaters using membrane filtration.
Contact Dynatec Systems today to discuss your wastewater needs.
https://www.dynatecsystems.com/technologies/membrane-bioreactors/mbr-conversion-r…pgrade-solutions/